数控机床机械部分的故障与普通机床机械部分的故障有许多共同点,因此在对机械故障进行诊断及维修时,有许多地方是相通的。但是,数控机床的机械结构有很大的简化,使其机械结构的故障呈现出一些新的特征,比如传动链缩短,传动部件的精度高,机械维护的面更广。
1、数控机床机械结构
1.1 主要组成
(1)主传动系统;
(2)进给传动系统;
(3)实现机床某些部件自动动作和辅助功能的系统和装置,如排屑、防护等装置,刀架和自动换刀装置,自动工作台交换装置;
(4)特殊功能装置,如刀具破损监控、精度检测和监控装置。
1.2 主要机械部件
⑴主轴部件:提供切削功率、在高档数控机床中还具有C 轴功能及定向功能
⑵进给部件:在伺服电机的驱动下完成直线运动的定位、进给。
⑶回转运动部件:指旋转轴如:B轴、A轴
⑷自动换刀装置:数控车床的转塔刀架、加工中心的刀库及换刀机构
2、数控机床机械故障诊断
数控机床机械故障的诊断技术,分为简易诊断技术和精密诊断技术
2.1简易诊断技术:也称为机械检测技术。对机床进行问、看、听、摸、嗅等。
2.2精密诊断技术:根据简易诊断中提出的疑难故障,由专职故障精密诊断人员利用先进测试手段进行精确的定量检测与分析,找出故障位置、原因、数据,确定修理方法和时间
2.2.1常用故障诊断方法
(1)直观法(望闻问切)
问—机床的故障现象、加工状况等
看—CRT报警信息、报警指示灯、熔丝断否、元器件烟熏烧焦、电容器膨胀变形、开裂、保护器脱扣、触点火花等
听—异常声响(铁芯、欠压、振动等)
闻—电气元件焦糊味及其它异味
摸—发热、振动、接触不良等
(2)CNC系统的自诊断功能
(3)数据和状态检查
(4)报警指示灯显示故障
(5)备板置换法(替代法)
(6)将功能相同的模板或单元相互交换,观察故障的转移情况,就能快速判断故障的部位。
(7)敲击法
数控系统是由各种电路板组成,电路板上、接插件等处有虚焊或接口槽接触不良都会
引起故障。可用绝缘物轻轻敲打疑点处,若出现,则敲击处很可能就是故障部位。
(8)升温法
设备运行较长时间或环境温度较高时,机床就会出现故障,可用电吹风、红外灯照
射可疑的元件或组件。确定故障点。
(9)功能程序测试法
(10)隔离法
隔离法是将某些控制回路断开,从而达到缩小查找故障区域的目的。
(11)测量比较法
为了检测方便,在模板或单元上设有检测端子,用万用表、示波器等仪器对这些端子的电平或波形进行测试,将测试值与正常值进行比较,可以分析和判断故障的原因和及故障的部位。各种故障诊断方法各有特点,要根据故障现象的特点灵活的组合应用。
2.2.2 机械振动检测诊断法
以机床振动作为信息源,在机床运行过程中获取信号,对信号作各种处理和分析,通过某些特征量的变化来判别有无故障、根据由以往诊断经验形成的一些判据来确定故障的性质并综合一些其他依据来进一步确定故障的部位。具有实用可靠、判断准确的特点
(1)诊断过程
1)阅被诊断设备的技术资料,分析传动关系、计算传动件的特征值;
2)获取信号、信号调理与处理;
3)信号分析、故障判断(部位、性质)。
(2)故障振动信号分类
1)平稳性故障信号
2)冲击性故障信号
(3)设备状态监测与故障诊断技术
以机床振动作为信息源,在机床运行过程中获取信号,对信号作各种处理和分析,通过某些特征量的变化来判别有无故障、根据由以往诊断经验形成的一些判据来确定故障的性质并综合一些其他依据来进一步确定故障的部位。
(4)故障振动信号分类
1)平稳性故障信号:机械结构在正弦周期性力信号、复杂周期性力信号和准周期性力信号(轴弯曲、偏心、滚子失圆等渐变性故障)作用下产生的响应信号。
特点:响应信号的频率成分与激励信号的频率成分相同。频谱为有限根谱线,而且能量集中在故障的特征频率及其倍频上。
2)冲击性故障信号
机械结构在周期性冲击力作用下的脉冲响 应,他与冲击信号本身有很大的不同。
特点:信号能量短时间释放,其频谱为无穷根谱线,间隔等于脉冲发生的频率。能量集中于基频。
(5)信号分析方法
1)时域分析法(直观)
了解信号的幅值和时间的关系,确定振动的程度,设备是否有故障及严重程度。不能确定故障部位(特征量的统计分析、相关分析等、均值、有效值、均方根值、方差等)。
2)频域分析法(了解信号的频率结构,寻找故障源)
幅值谱分析--应用傅里叶变换、傅里叶傅里叶积分将时域信号变为频域信号。
功率谱分析--在频域中对信号能量或功率分布情况的描述。
滤波谱---分析平稳性故障信号
解调谱---分析冲击性故障信号
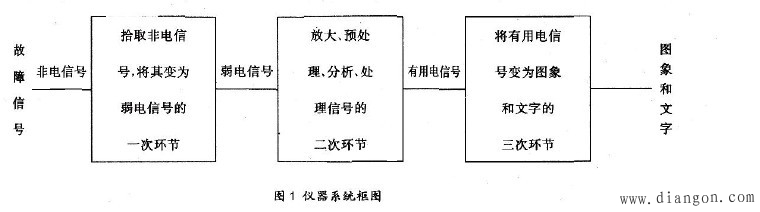
(6)测试仪器系统
2.2.3诊断实施过程
1)了解设备的运行状态:设备在运行中有什么异常情况,不同速度档位有什么区别。
2)得到设备的有关资料:设备的传动系统图、轴承分布图等技术资料,并对其进行分析。
3)计算传动链和传动件的特征频率:计算传动链,计算各传动件的特征频率系数。
3、数控机床诊断技术的发展
3.1通讯诊断(远程、海外诊断)
3.2自修复系统
3.3人工智能专家故障诊断系统
3.4人工神经元网络(ANN)诊断