在进给伺服系统的研究开发中,人们一直致力于用软件控制尽可能多地取代硬件电路,以降低系统的成本和提高系统的性能。随着高速数字信号处理器、单片微型计算机、大规模集成电路的出现,以及可用逻辑电平控制其通断的电力半导体器件——功率晶体管、功率场效应管的商品化,使得高精度、多功能的全数字进给伺服系统很快从设想变成了现实,并将逐渐成为进给伺服系统的主流。图1所示是一种全数字进给伺服系统,由脉宽调制(PWM)调速的直流伺服电机驱动,系统同样有位置控制,速度控制和电流控制等控制调节环节。电流控制器向PWM功率放大器输送逻辑电平型脉冲调宽控制信号,脉冲编码器PG提供位置与速度反馈信号,电流检测器发送电流反馈信号、PWM功率放大器输出可调直流电压驱动直流伺服电机完成位置伺服控制任务。
位置控制、速度控制和电流控制环节的数字(软件)控制运算均由单片微机的CPU来完成,与CNC系统的计算机有双向通讯联系。在系统内部各个环节之间使用同一RAM实行高速通讯处理。各环节可以采用不同的控制调节策略,通过软件可以设定、改变其结构和参数。系统最后输出逻辑电平型的脉宽调制信号,直接送至PWM功率放大器模块,该功率模块上也可以有电机的电流检测和脉冲编码器的中继传送等电路。
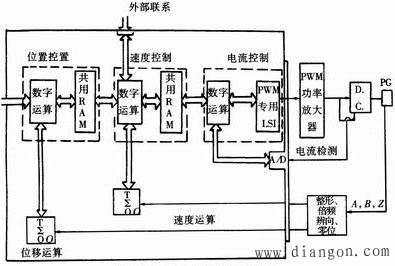
图1 全数字进给伺服系统
2.全数字伺服系统的优点
与全硬件和混合型系统相比,全数字进给伺服系统有许多明显的优点:
3.全数字进给伺服系统的发展
为了适应高速、高精度加工的需要,提高系统的性能,在全数字伺服系统中,目前有以下多种方法。
![]() 前馈控制(feedforward control)
前馈控制(feedforward control)
在数控机床高速加工时,传统进给伺服系统的位置误差(位置滞后)很大,反映到被加工零件上是其轨迹误差很大,增大位置环的增益系数可以减小位置误差,但是会影响系统的稳定性,或者会产生惯性冲击。引入前馈控制可以改善这一缺陷。实际上进给伺服系统成了具有反馈与前馈控制的复合型系统。这种系统理论上可以完全消除系统的静态位置误差,即实现了"无差调节"。
图2 某数控机床的加工实验结果
有无前馈补偿,明显地影响轮廓加工的精度,图2是某数控机床的加工实验结果。曲线A是没有前馈补偿时,用4m/min进给速度切削出的圆弧轮廓,曲线B是引入前馈补偿后用同样进给速度加工的结果,曲线C是没有前馈补偿时,用0.5m/min进给速度加工的结果,B、C两者形状误差基本相同。可见采用前馈补偿后,可以提高加工速度和显著地降低轮廓误差。
![]() 自调整控制
自调整控制
在进给伺服系统中,系统的伺服控制性能和机械负载有紧密的联系,使系统具有自动调整功能,能根据机械负载特性的变化,自动完成控制器结构和参数的整定,以获得最优的控制性能。伺服系统的速度控制采用PI控制方式,并且系统中引入自校正机构,使系统形成自适应PI控制方式。一方面系统可以自动辨识被控机械对象的参数,主要是机械负载的转动惯量GD2,自动整定控制器参数,以适应被控对象参数的变化。另一方面系统具有常规PI调节器结构简单、工作稳定、鲁棒性较强等优点。这种方案由于计算繁琐复杂,难以实时在线进行自动调整 ,宜作为一种辅助功能,在非加工时间辨识系统机械部分的参数,然后自动修正控制器的结构和增益。使伺服系统工作在经辨识整定后的优化状态。当机械负载特性发生变化时,系统用信号提示,以便再一次调用自调整功能,在非加工时间对系统进行重新辨识和整定,使系统又在新整定的结构和参数下工作。
![]() 其他方案
其他方案
由于全数字伺服系统,以通用微型计算机的硬件为基础,进行软件控制,可以很灵活地采用不同的控制策略,因此除了上述两种控制方案以外,目前可见的方案,还有预测控制、学习控制、滑模变结构控制和各种自适应控制等等。当然,这些方案多处在研究实验阶段,尚未臻于实用的程度。