 |
 |
 |
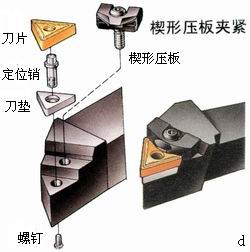 |
1.利用转塔刀架(或快换刀架)及快换刀夹换刀的刀具及其装夹
数控车床的刀架有多种形式,且各公司生产的车床和刀架架构各不相同,所以各种数控车床所配备的工具系统也各不相同。一般是把系列化、标准化的精化刀具应用到不同结构的转塔或快换刀架上,以达到快速更换的目的。德国工程师协会对几种较好结构如圆锥柄刀夹和燕尾刀夹进行了研究,制定了VDI3425标准。许多工厂(包括国内)生产的车床按照上述标准来设计刀架,在这种刀夹上配备一系列标准尺寸的数控车刀,就形成了通用的车削工具系统。
2.模块式车削工具及其装夹
进入80年代,随着数控车床的发展,车削工具系统也改变了原来依靠转塔刀架转位或更换刀夹(整体式) 实现快速换刀的方式,研制了多种只更换刀具头部的模块式车削工具系统,使得车削工具系统取得了更大的发展。
如下图2(a)所示是瑞典Sandvik公司的BTS车削工具系统结构,它由切削头1、连接部分2和刀体3三部分组成。切削头有各种不同的型式,可完成车、镗、钻、切断、攻螺纹以及检测等工作。刀体内部装有拉紧机构,拉紧靠碟形弹簧和增力杠杆将力传到拉杆的前端,从而拉紧切削头 如图2(b)所示。
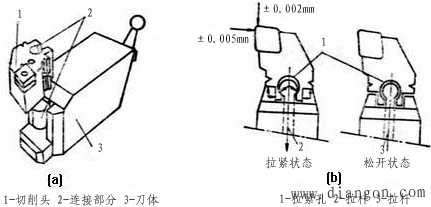
图2 瑞典Sandvik公司的BTS车削工具系统结构 图6-3所示为柔性工具系统(FTS)的模块式结构,它的切削头与刀体的连接是依靠一对端齿定位块5与一个夹头4来实现的。夹头通过中心拉杆的移动可牢固地夹持住装于刀体尾端的拉钉2,并将切削头拉紧在端齿面上。拉杆的移动则是通过螺杆(手动) 或液压马达(自动)沿轴向移动拉杆3来实现。
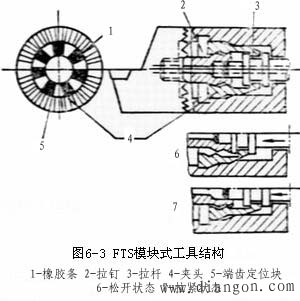
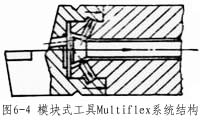
图6-4所示为Multiflex模块式车削工具系统。它也是由切削头、连接部分及刀体组成。切削头的拉紧原理也是通过碟形弹簧和增力杠杆将力传到拉杆的前端,然后拉杆前端的锥面再通过援助销拉紧切削头。